令和5年度 製材JASの格付け率向上に資する検査方法案の検討事業報告の概要
| 目次 |
1. 事業の目的等
1.1 事業の目的等
製材JASの格付け検査のうち含水率の検査は、破壊試験(全乾法)により実施されているが、公的機関等の認定を受けた既存の木材水分計(含水率計)を用いることで、検査機関が試験片を持ち帰ることなく、その場で結果を出すことで、含水率検査を迅速かつ木材製品を破壊することなく行うことが可能となる。令和3年度補正予算事業で実施した同事業において、マイクロ波透過型含水率計の検量線を適切に作成し、含水率範囲を20%以下に限定すれば、ある程度密度にバラツキがあっても105mmの正角乾燥材の含水率を高い精度で測定可能と確認できた。
大径化した原木等の有効活用を促進するためには、平角などの断面サイズの大きな製材品等にも適用できるようにすることが必要であることから、非破壊による含水率試験方法を製材としての流通量が多い国産材主要樹種(スギ、ヒノキ、カラマツ、トドマツ及び昨年度実施したアカエゾマツ)について、マイクロ波含水率計等による計測値と共に、含水率をより正確に算出するために必要な比重について、JAS規格による含水率測定(全乾法)の結果と比較をしながら、非破壊試験として必要な検査項目を洗い出す。この際、主要樹種間での計測値など傾向の違いなども調べるとともに、全国のJAS認証工場での簡易に実施できるようにするため、計測機器や方法について科学的見地を担保しつつより簡便な方法の検査を意識した調査、検証を行うことを目的とした。
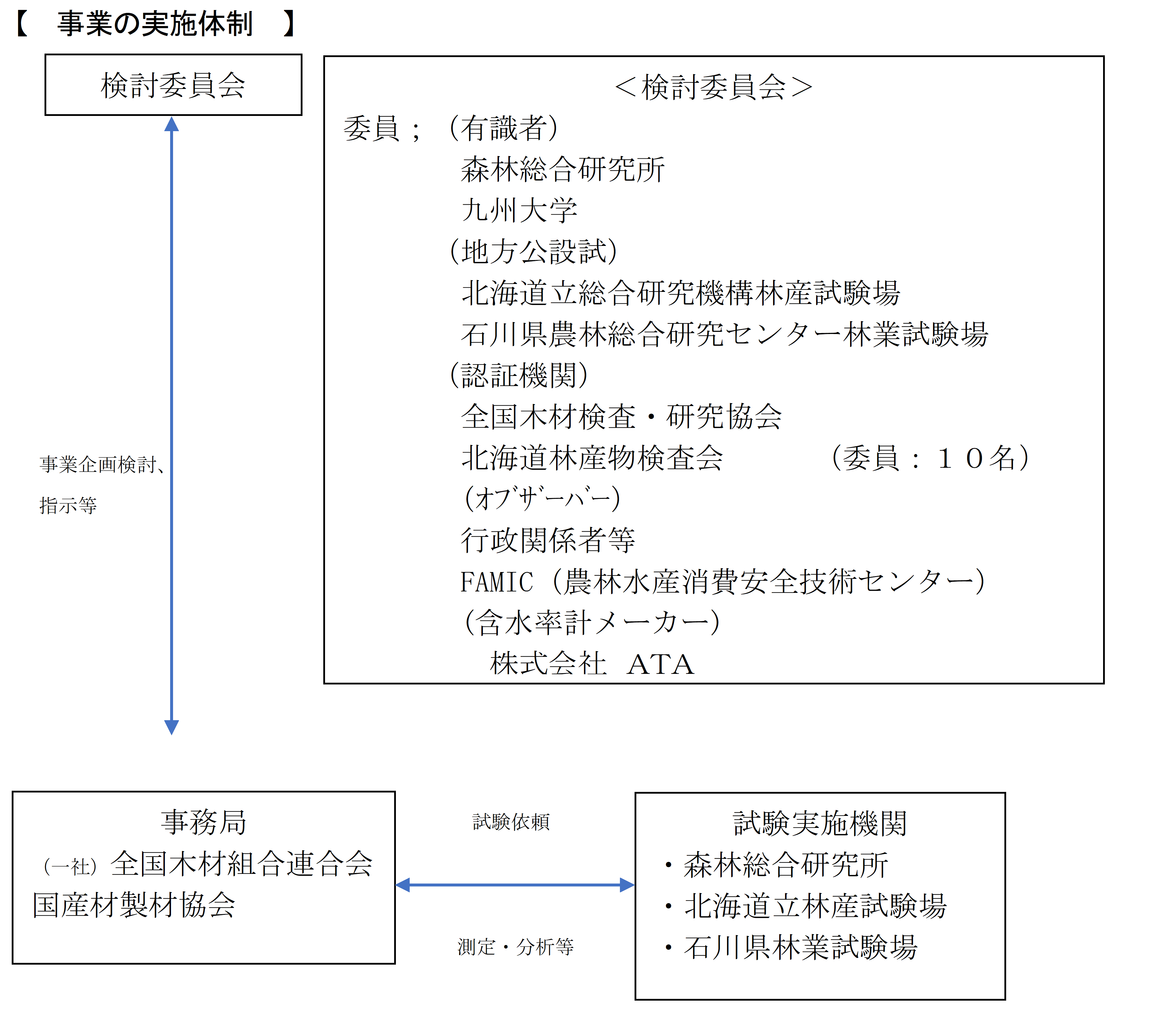
1.2 事業実施体制
検討委員会委員名簿(敬称略)
| 委員長 | 藤本登留 | 九州大学農学研究院環境農学部門 |
| 委員 | 伊神裕司 | 国立研究開発法人 森林研究・整備機構 |
| 渡辺憲 | 国立研究開発法人 森林研究・整備機構 | |
| 村野朋哉 | 国立研究開発法人 森林研究・整備機構 | |
| 大橋義德 | 地方独立行政法人 北海道立総合研究機構 | |
| 土橋英亮 | 地方独立行政法人 北海道立総合研究機構 | |
| 石田洋二 | 石川県農林総合研究センター林業試験場 | |
| 松元浩 | 石川県農林総合研究センター林業試験場 | |
| 小澤眞虎人 | 一般社団法人 全国木材検査・研究協会 | |
| 南田英樹 | 一般社団法人 北海道林産物検査会 | |
| オブザーバー | 今村正輝 | 独立行政法人 農林水産消費安全技術センター |
| 山内一浩 | 独立行政法人 農林水産消費安全技術センター | |
| 松田洋樹 | 岡山県農林水産総合センター森林研究所 | |
| 高木望 | 林野庁木材産業課 木材製品技術室 | |
| 立花紀之 | 林野庁木材産業課 木材製品技術室 | |
| 川原聡 | 農林水産省大臣官房 食品製造課 | |
| 田村尭大 | 農林水産省大臣官房 食品製造課 | |
| 中根紀章 | 株式会社 エーティーエー | |
| 杉山晃広 | マイクロメジャー株式会社 | |
| 事務局 | 一般社団法人 全国木材組合連合会 | |
| 国産材製材協会 | ||
実施体制
 |
2. 含水率測定試験の実施
2.1 含水率試験の内容
使用機種及び測定方法
携帯型のマイクロ波透過型含水率計3機種、HM-10(マイクロメジャー(株)製)、HM-100(マイクロメジャー(株)製)およびMC-3200EX((株)エーティーエー製)を含水率測定試験に使用した(写真1-1、1-2、1-3)。いずれも針葉樹製材に用いる携帯型の含水率計として(公財)日本住宅・木材技術センターの認定機種となっている。実際の測定時の様子を写真1-4、1-5、1-6に示す。
 写真1-1 HM-10 |
 写真1-2 HM-100 |
 写真1-3 MC-3200EX |
|
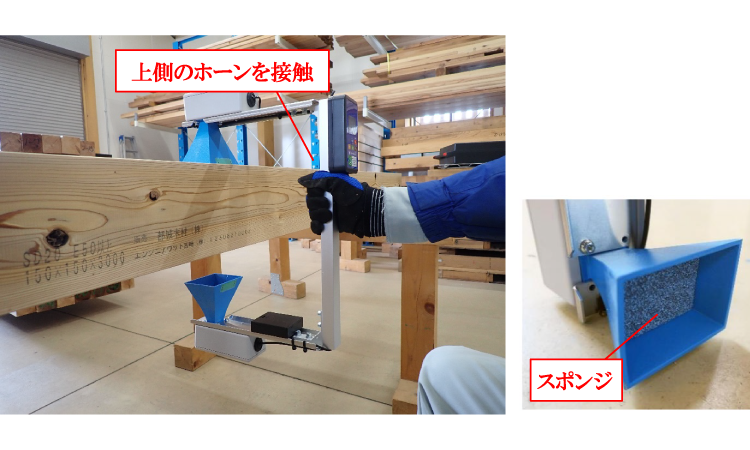 写真1-4 含水率計の使用方法(HM-10) |
|
 写真1-5 含水率計の使用方法(HM-100) |
|
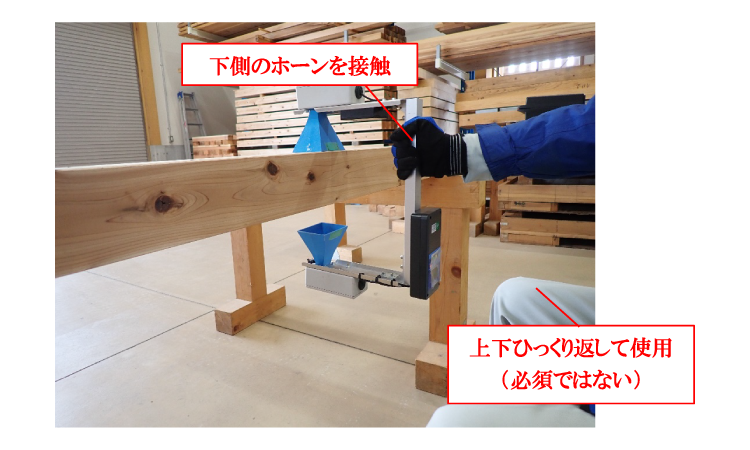 写真1-6 含水率計の使用方法(MC-3200EX) |
|
試験体の調達
スギ、ヒノキ、カラマツ、トドマツ、アカエゾマツの正角乾燥材を、図1に示す地域から調達した(写真2-1、2-2、2-3、2-4)。材長は約3 mもしくは約4 m、断面寸法は105mm角(105mm×105mm)、120mm角(120mm×120mm)、150mm角(150mm×150mm)であり、樹種と調達先、断面寸法の組み合わせは表1のとおりである。木取りについては利用実態を踏まえてスギ、ヒノキ、カラマツは心持ち、トドマツ、アカエゾマツは心去りとした。試験体数は、各樹種、各断面寸法に対して検量線作成用10本と検証用30本とした。ただし、調達の都合からトドマツ150mm角は検量線作成用9本と検証用27本となった。 図1 各樹種の試験体の調達先 |
|
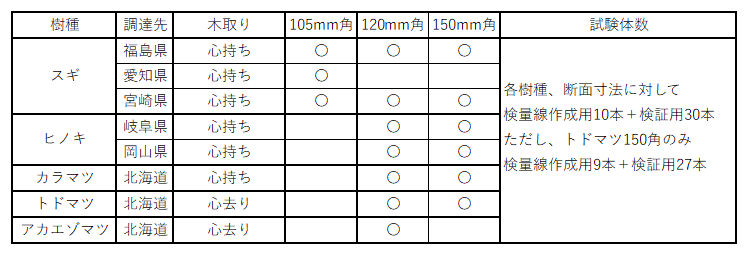 表1 試験体の樹種、調達先、木取り、断面寸法および試験体数 |
|
 写真2-1 スギ試験体の調達(宮崎県) |
 写真2-2 ヒノキ試験体の調達(岐阜県) |
 写真2-3 カラマツ試験体の調達(北海道 |
 写真2-4 トドマツ試験体(下)とアカエゾマツ(上)試験体の調達(北海道) |
検量線の作成
各樹種、各断面寸法に対して検量線を1つずつ作成した。その手順を以下に示す。① 1つの試験体につき5箇所の位置で含水率計による測定を行うため、図2のように材長方向に等間隔を基準にし、なるべく節を避けて位置を調整した。
② 5箇所の位置で、含水率計HM-10(105mm角、120mm角)またはHM-100(150mm角)を用いて含水率を、MC-3200EXを用いて減衰電圧を測定した。測定時に必要な材の寸法等の入力はマニュアルに従い、マニュアルに記載されていない事項については、メーカーに問い合わせて適宜確認した。中でも温度補正に関しては、HM-10およびHM-100は温度補正をせずに測定を行ったのに対して、MC-3200EXではマニュアルに記載の温度補正をした。なお、含水率計に入力した全乾密度の値は、材端部から切断した検量線作成用切片の平均全乾密度とした。
③ 測定箇所から厚さ約40mmの切片を切り出し、全乾法による含水率と全乾密度を測定した。
④ ②で測定した含水率計の値と全乾法による含水率との関係を散布図に示し、その直線回帰式を検量線とした。
② 5箇所の位置で、含水率計HM-10(105mm角、120mm角)またはHM-100(150mm角)を用いて含水率を、MC-3200EXを用いて減衰電圧を測定した。測定時に必要な材の寸法等の入力はマニュアルに従い、マニュアルに記載されていない事項については、メーカーに問い合わせて適宜確認した。中でも温度補正に関しては、HM-10およびHM-100は温度補正をせずに測定を行ったのに対して、MC-3200EXではマニュアルに記載の温度補正をした。なお、含水率計に入力した全乾密度の値は、材端部から切断した検量線作成用切片の平均全乾密度とした。
③ 測定箇所から厚さ約40mmの切片を切り出し、全乾法による含水率と全乾密度を測定した。
④ ②で測定した含水率計の値と全乾法による含水率との関係を散布図に示し、その直線回帰式を検量線とした。
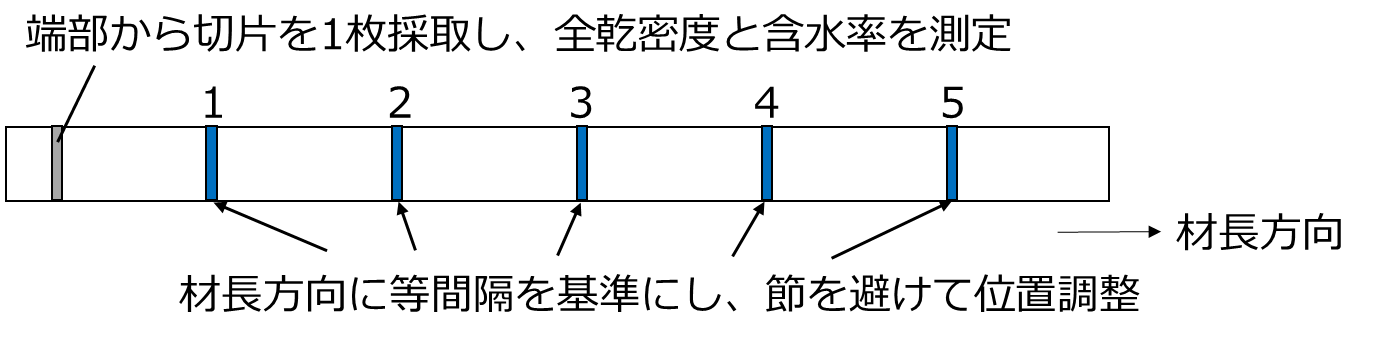 図2 含水率の測定位置 |
測定精度の検証
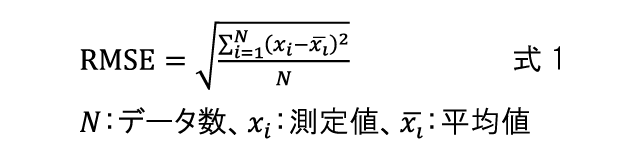
各樹種、各断面寸法に対して作成した検量線を含水率計に入力し、1つの試験体につき5箇所の位置で含水率を測定した。測定位置は図2と同様である。その後、測定箇所から厚さ約40mmの切片を切り出し、全乾法による含水率と全乾密度を測定した。全ての測定データが得られた後、全乾法による含水率と含水率計による測定値を各樹種、各断面寸法ごとに比較した。測定精度は、測定誤差が平均でどの程度あるかを表す指標である二乗平均平方根(RMSE: Root Mean Square Error)(式1)を用いて評価した。
2.2 測定結果
含水率と全乾密度
検量線作成用に選別した試験体の端部から採取した切片の全乾密度の測定結果を表2に示す。検量線作成および測定精度の検証のときに含水率計に入力した全乾密度の平均値は、断面寸法によって若干異なるものの、スギが約0.36g/cm3、ヒノキが約0.44g/cm3、カラマツが0.44g/cm3、トドマツおよびアカエゾマツが0.35g/cm3であった。105mm角のスギは愛知県が0.36g/cm3、福島県が0.34g/cm3、宮崎県が0.40g/cm3であり、3地域のうち全乾密度の値が中間であった愛知県の試験体を検量線作成用に選定し、福島県と宮崎県の試験体を測定精度の検証に用いた。
表2 検量線作成用に選別した試験体の端部から切り出した切片の全乾密度と含水率計入力値

作成した検量線
含水率(HM-10、HM-100)もしくは減衰電圧(MC-3200EX)と全乾法による含水率の関係を散布図に示した結果を図3-1~20に示す。いずれの樹種、断面寸法、含水率計においても両者の関係は直線関係にあり、この散布図から求めた直線回帰式を検量線とした。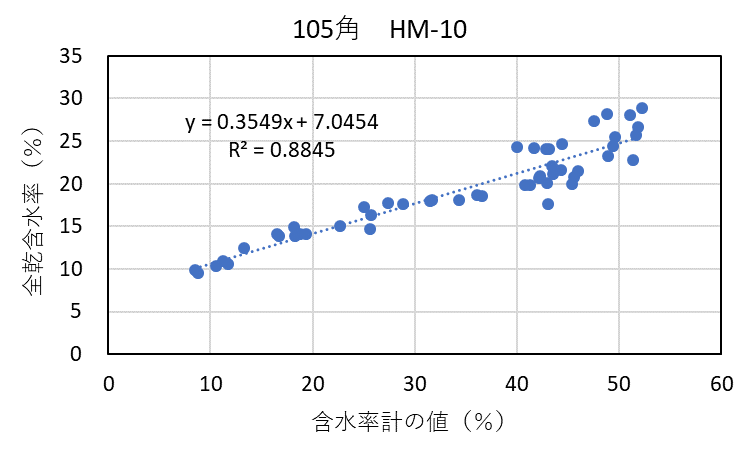 図 3-1 検量線作成用試験体の各切片に対する含水率計(HM-10)の値と全乾法による含水率の関係(スギ105角) |
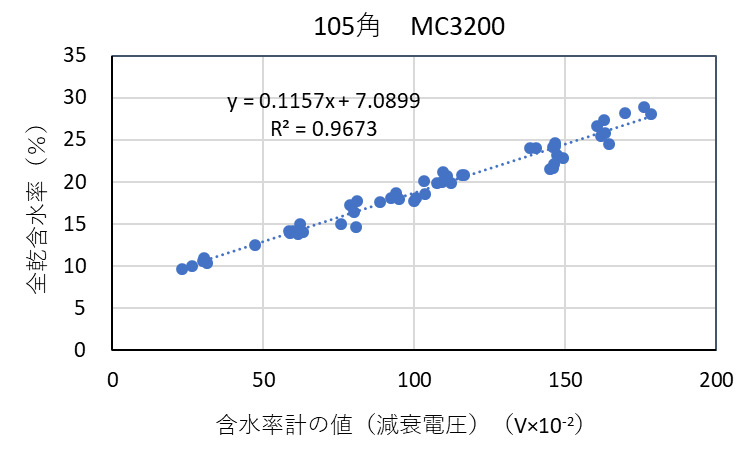 図3-2 検量線作成用試験体の各切片に対する含水率計(MC-3200EX)の値と全乾法による含水率の関係(スギ105角) |
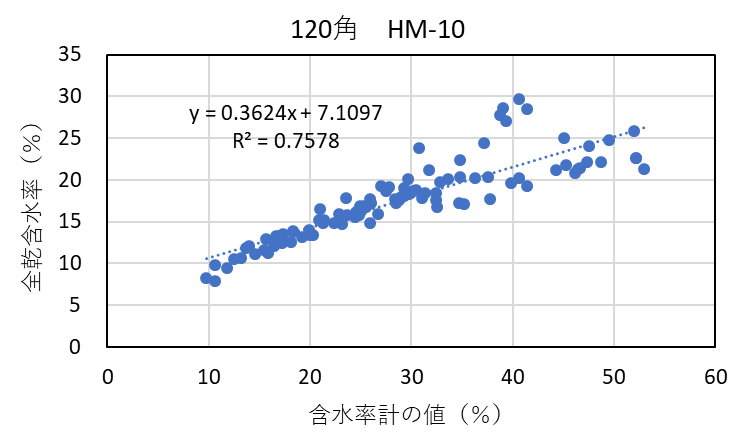 図3-3 検量線作成用試験体の各切片に対する含水率計(HM-10)の値と全乾法による含水率の関係(スギ120角) |
 図3-4 検量線作成用試験体の各切片に対する含水率計(MC-3200EX)の値と全乾法による含水率の関係(スギ120角) |
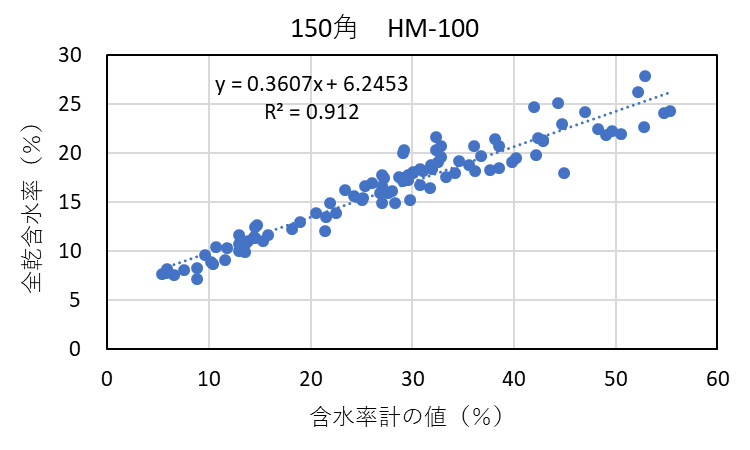 図3-5 検量線作成用試験体の各切片に対する含水率計(HM-100)の値と全乾法による含水率の関係(スギ150角) |
 図3-6 検量線作成用試験体の各切片に対する含水率計(MC-3200EX)の値と全乾法による含水率の関係(スギ150角) |
 図3-7 検量線作成用試験体の各切片に対する含水率計(HM-10)の値と全乾法による含水率の関係(ヒノキ120角) |
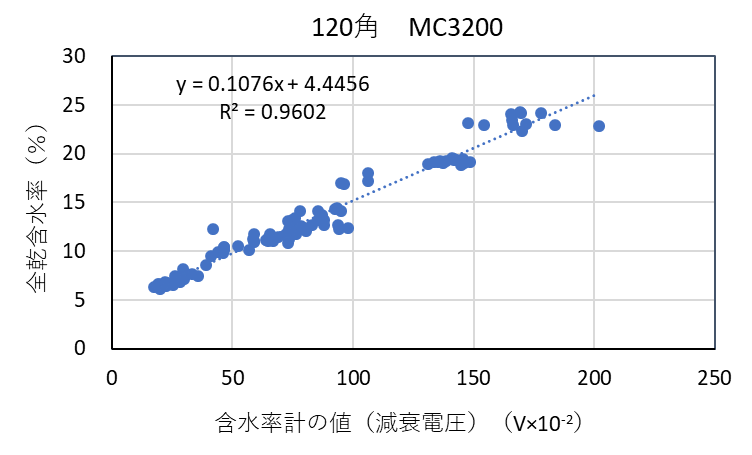 図3-8 検量線作成用試験体の各切片に対する含水率計(MC-3200EX)の値と全乾法による含水率の関係(ヒノキ120角) |
 図3-9 検量線作成用試験体の各切片に対する含水率計(HM-100)の値と全乾法による含水率の関係(ヒノキ150角) |
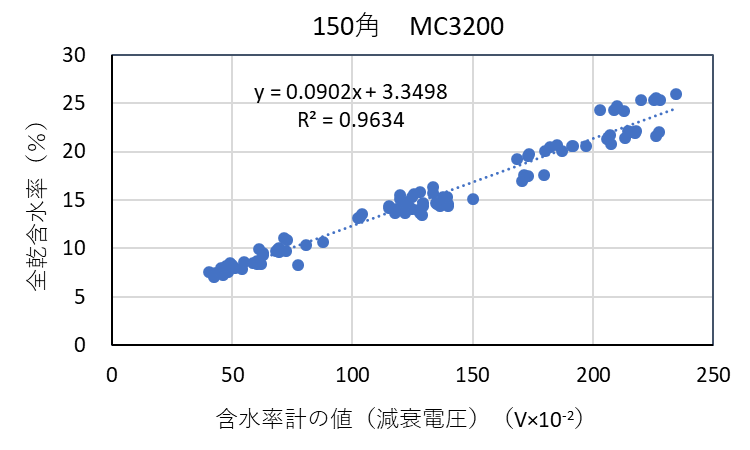 図3-10 検量線作成用試験体の各切片に対する含水率計(MC-3200EX)の値と全乾法による含水率の関係(ヒノキ150角) |
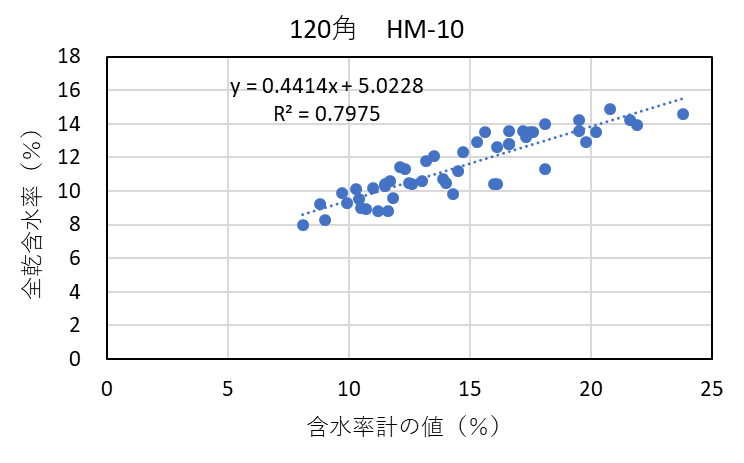 図3-11 検量線作成用試験体の各切片に対する含水率計(HM-10)の値と全乾法による含水率の関係(カラマツ120角) |
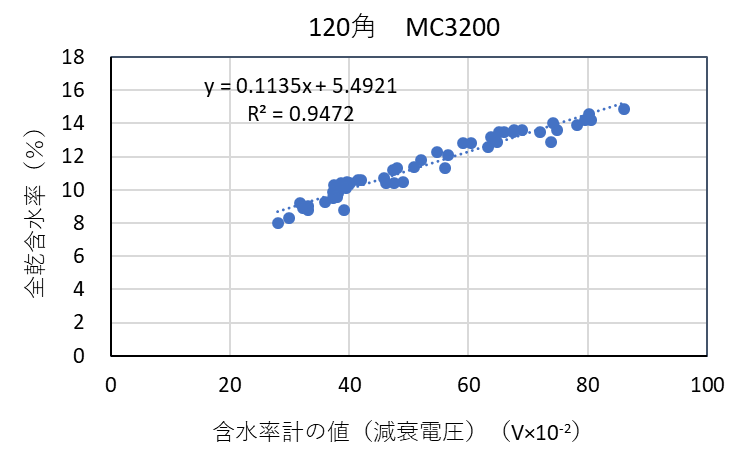 図3-12 検量線作成用試験体の各切片に対する含水率計(MC-3200EX)の値と全乾法による含水率の関係(カラマツ120角) |
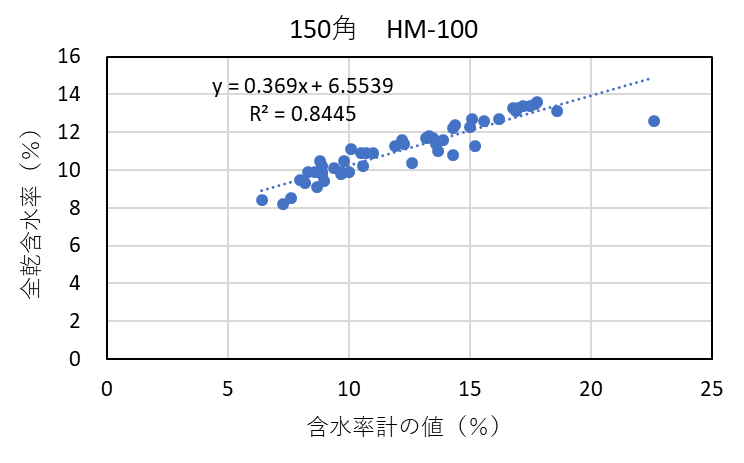 図3-13 検量線作成用試験体の各切片に対する含水率計(HM-100)の値と全乾法による含水率の関係(カラマツ150角) |
 図3-14 検量線作成用試験体の各切片に対する含水率計(MC-3200EX)の値と全乾法による含水率の関係(カラマツ150角) |
 図3-15 検量線作成用試験体の各切片に対する含水率計(HM-10)の値と全乾法による含水率の関係(トドマツ120角) |
 図3-16 検量線作成用試験体の各切片に対する含水率計(MC-3200EX)の値と全乾法による含水率の関係(トドマツ120角) |
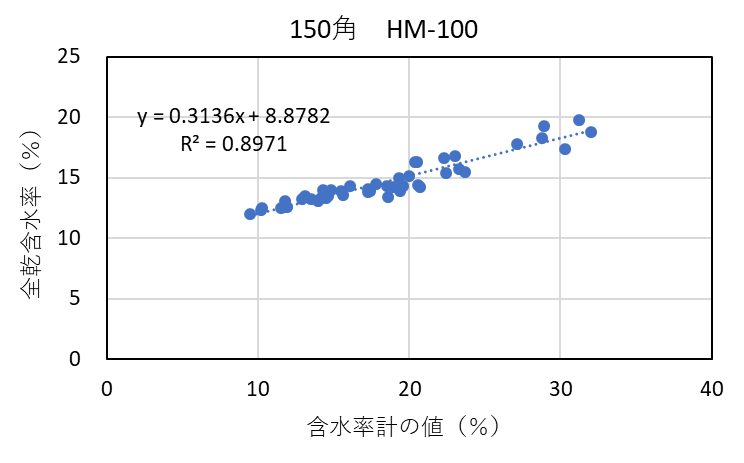 図3-17 検量線作成用試験体の各切片に対する含水率計(HM-100)の値と全乾法による含水率の関係(トドマツ150角) |
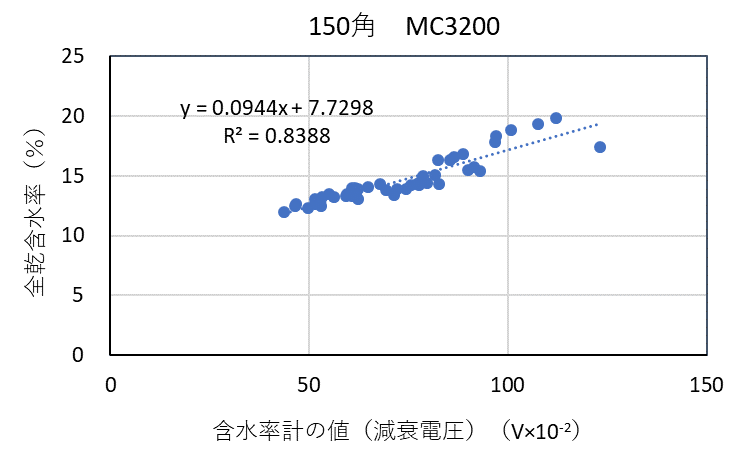 図3-18 検量線作成用試験体の各切片に対する含水率計(MC-3200EX)の値と全乾法による含水率の関係(トドマツ150角) |
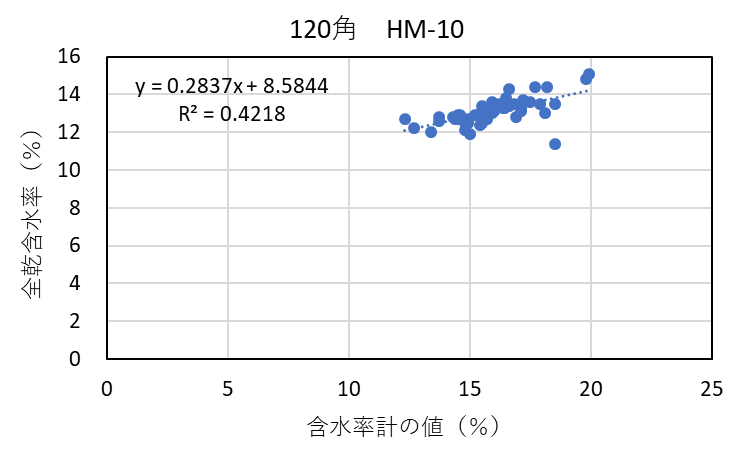 図3-19 検量線作成用試験体の各切片に対する含水率計(HM-10)の値と全乾法による含水率の関係(アカエゾマツ120角) |
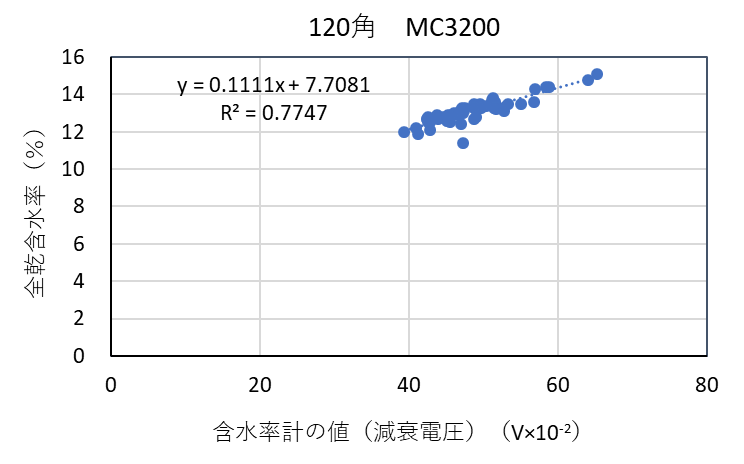 図3-20 検量線作成用試験体の各切片に対する含水率計(MC-3200EX)の値と全乾法による含水率の関係(アカエゾマツ120角) |
測定精度の検証
図4-1~20に、含水率計による測定値と全乾法による含水率の関係を樹種および断面寸法ごとに示す。また、全乾法による含水率が20%以下のデータを抽出して含水率計の測定誤差(RMSE)を算出し、それらの値を図4-1~20の図中に示す。120mmおよび150mm角の試験結果については、いずれの樹種においても含水率計による測定値と全乾法による含水率がほぼ1対1の関係にあり、全体的に平均1%台の測定誤差で含水率を測定できた。ただし、昨年度の結果と同様、全乾法による含水率が20%を超えると含水率計による測定値と全乾法による含水率の誤差が広がる傾向がみられた。したがって、以上の結果と昨年度実施した105mm角の試験結果から、樹種および断面寸法ごとに適切に検量線を作成し、含水率の範囲を20%以下に限定して使用すれば、105mm~150mm角の正角乾燥材の含水率を高精度で測定可能であることが明らかとなった。
 図4-1 105角スギ検証用試験体の各切片に対する含水率計(HM-10)による測定値と全乾法による含水率の関係 |
 図4-2 105角スギ検証用試験体の各切片に対する含水率計(MC-3200EX)による測定値と全乾法による含水率の関係 |
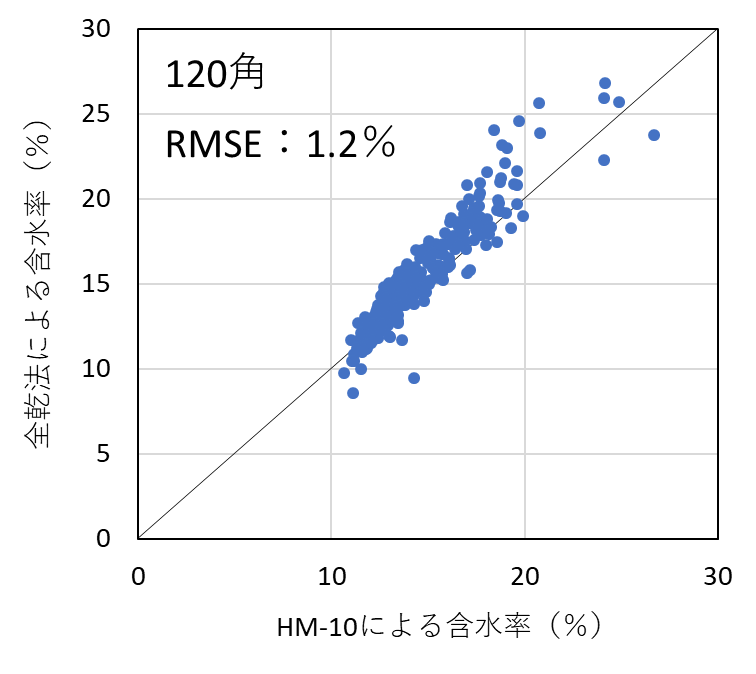 図4-3 120角スギ検証用試験体の各切片に対する含水率計(HM-10)による測定値と全乾法による含水率の関係 |
 図4-4 120角スギ検証用試験体の各切片に対する含水率計(MC-3200EX)による測定値と全乾法による含水率の関係 |
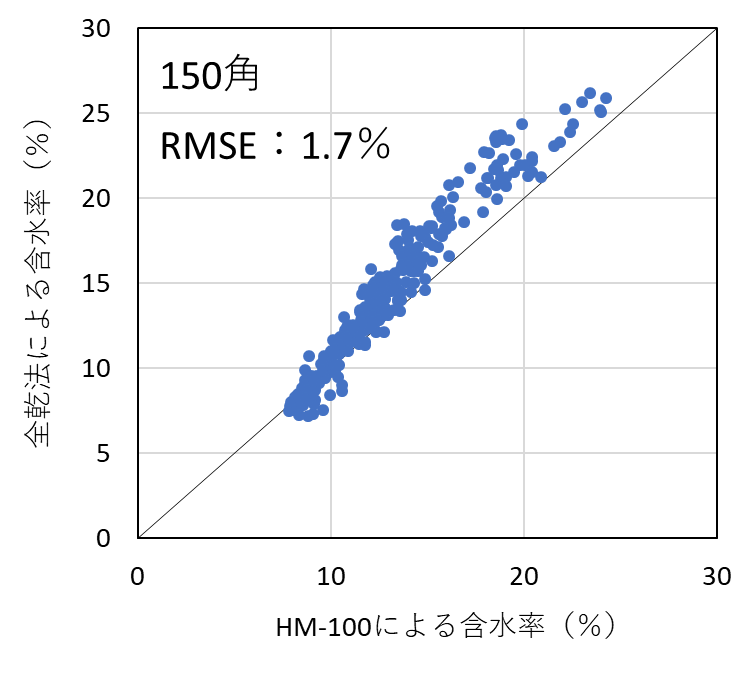 図4-5 150角スギ検証用試験体の各切片に対する含水率計(HM-100)による測定値と全乾法による含水率の関係 |
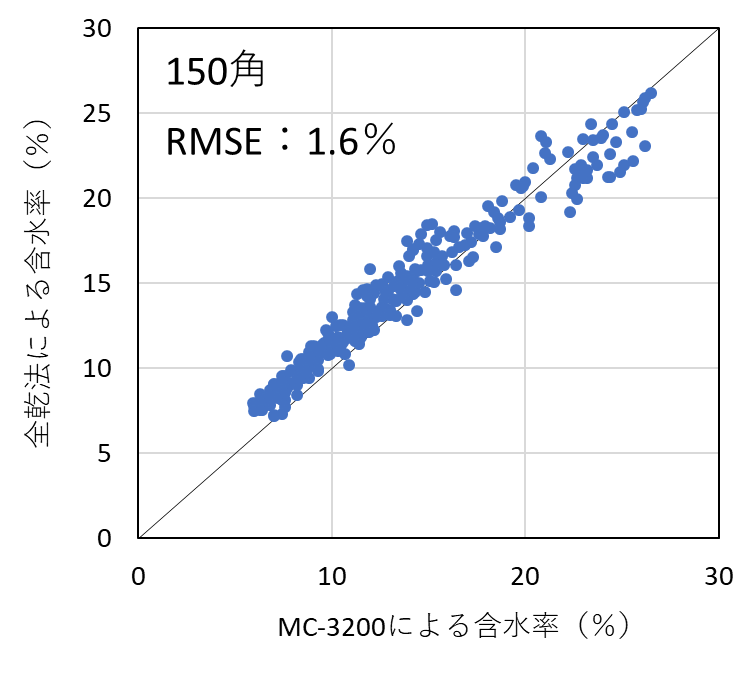 図4-6 150角スギ検証用試験体の各切片に対する含水率計(MC-3200EX)による測定値と全乾法による含水率の関係 |
 図4-7 120角ヒノキ検証用試験体の各切片に対する含水率計(HM-10)による測定値と全乾法による含水率の関係 |
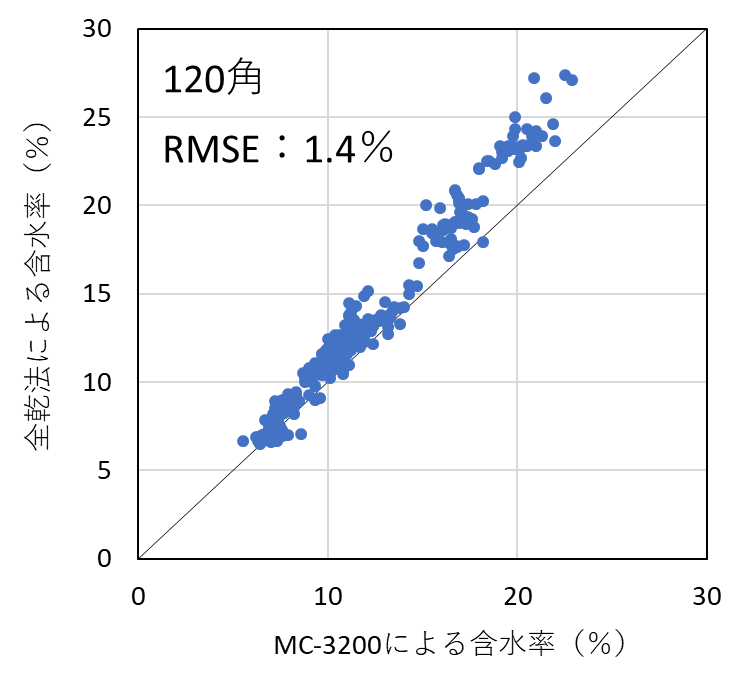 図4-8 120角ヒノキ検証用試験体の各切片に対する含水率計(MC-3200EX)による測定値と全乾法による含水率の関係 |
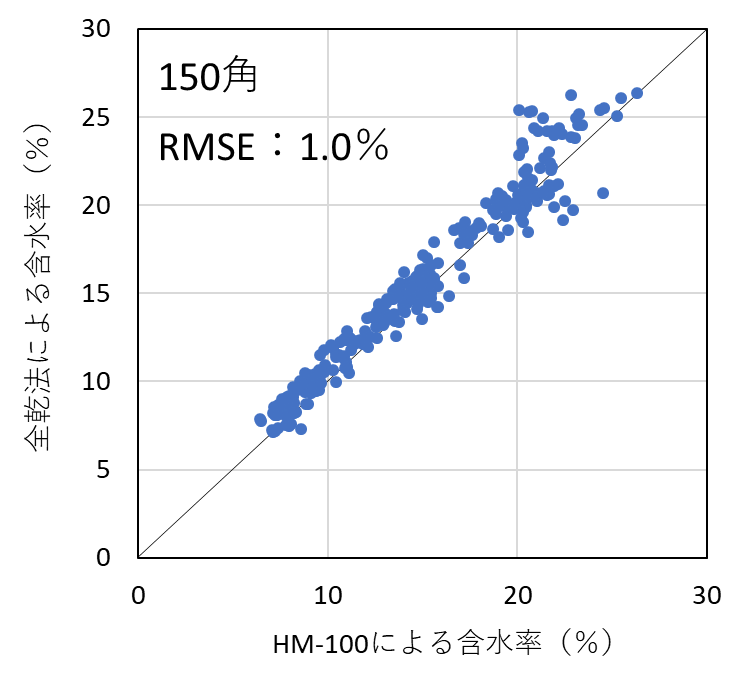 図4-9 150角ヒノキ検証用試験体の各切片に対する含水率計(HM-100)による測定値と全乾法による含水率の関係 |
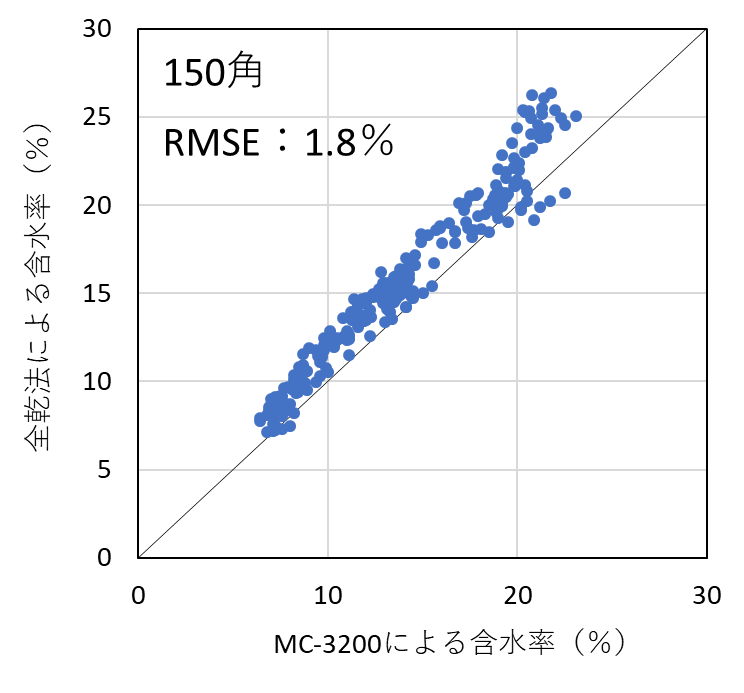 図4-10 150角ヒノキ検証用試験体の各切片に対する含水率計(MC-3200EX)による測定値と全乾法による含水率の関係 |
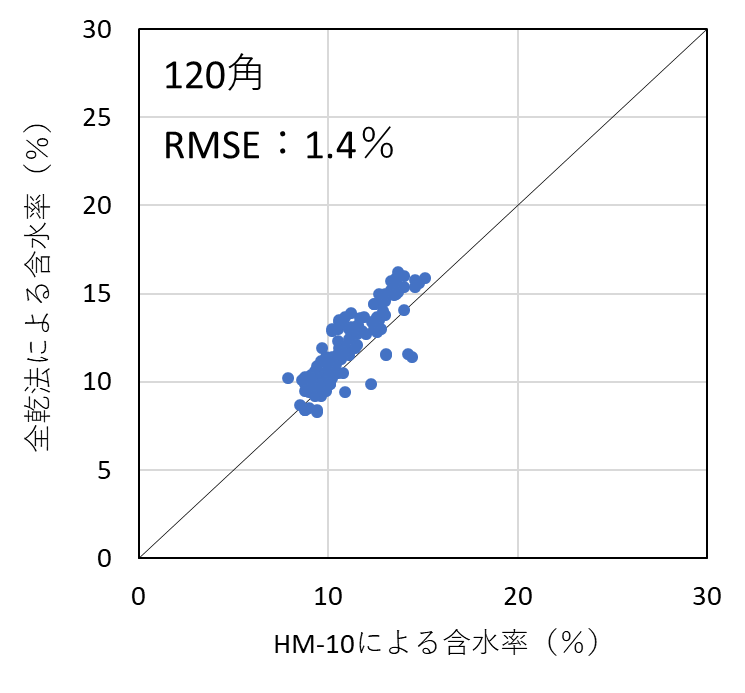 図4-11 120角カラマツ検証用試験体の各切片に対する含水率計(HM-10)による測定値と全乾法による含水率の関係 |
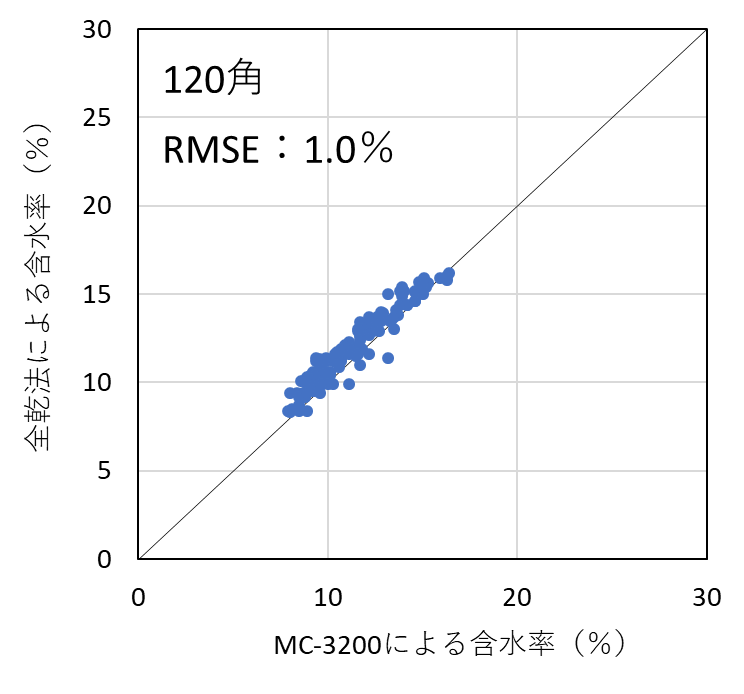 図4-12 120角カラマツ検証用試験体の各切片に対する含水率計(MC-3200EX)による測定値と全乾法による含水率の関係 |
 図4-13 150角カラマツ検証用試験体の各切片に対する含水率計(HM-100)による測定値と全乾法による含水率の関係 |
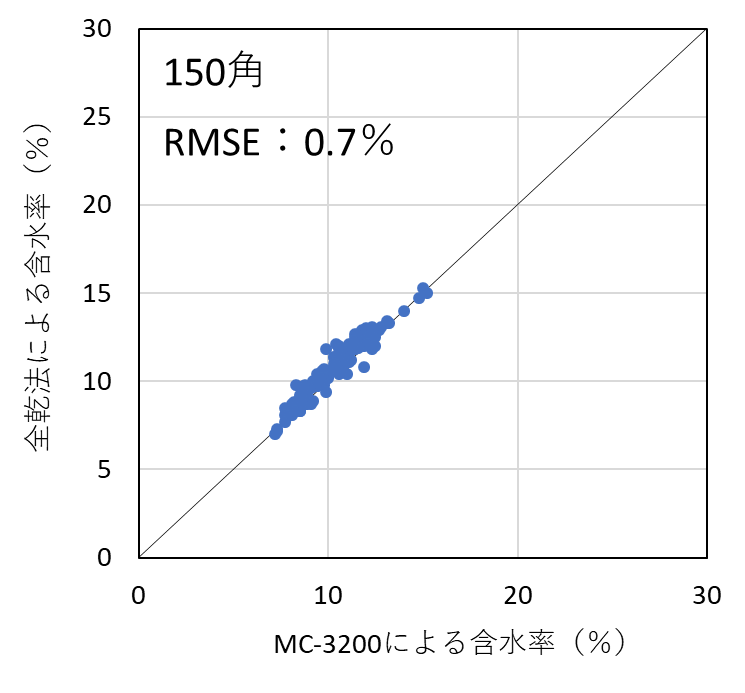 図4-14 150角カラマツ検証用試験体の各切片に対する含水率計(MC-3200EX)による測定値と全乾法による含水率の関係 |
 図4-15 120角トドマツ検証用試験体の各切片に対する含水率計(HM-10)による測定値と全乾法による含水率の関係 |
 図4-16 120角トドマツ検証用試験体の各切片に対する含水率計(MC-3200EX)による測定値と全乾法による含水率の関係 |
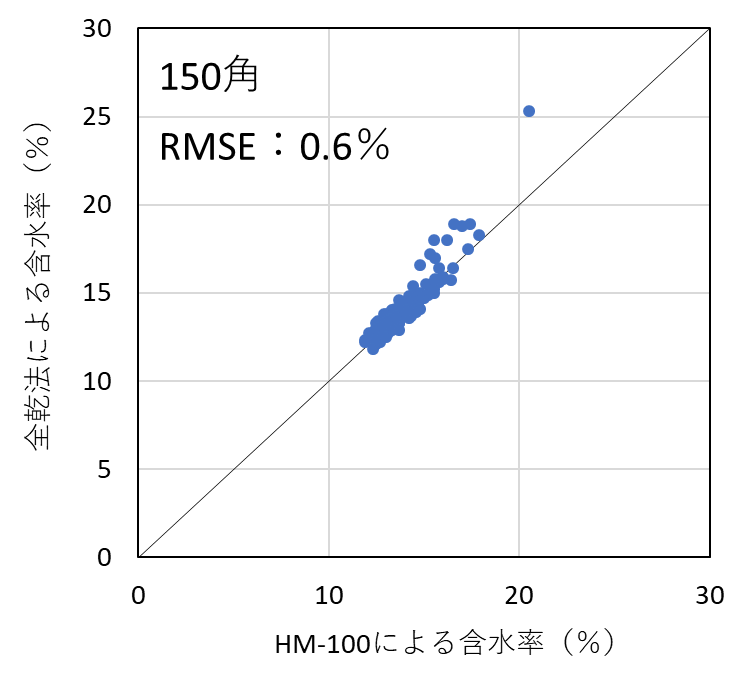 図4-17 150角トドマツ検証用試験体の各切片に対する含水率計(HM-100)による測定値と全乾法による含水率の関係 |
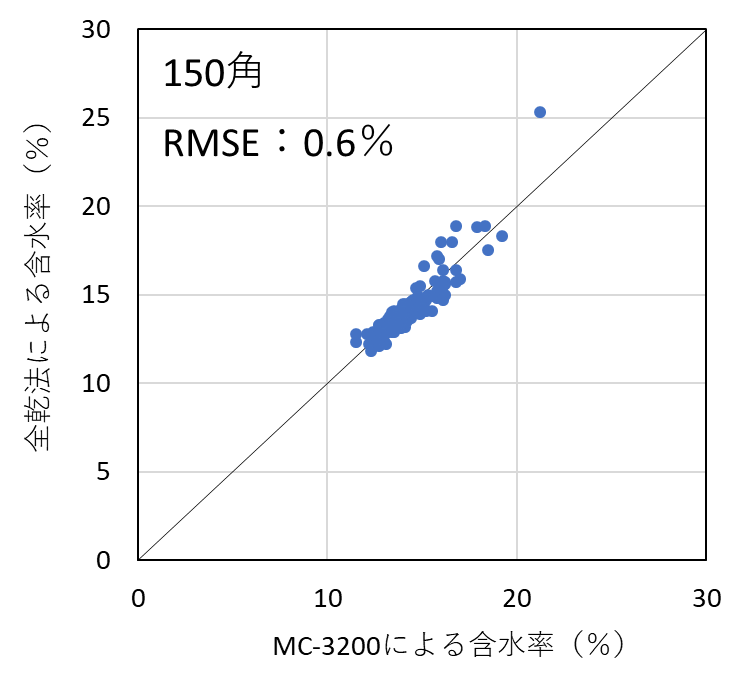 図4-18 150角トドマツ検証用試験体の各切片に対する含水率計(MC-3200EX)による測定値と全乾法による含水率の関係 |
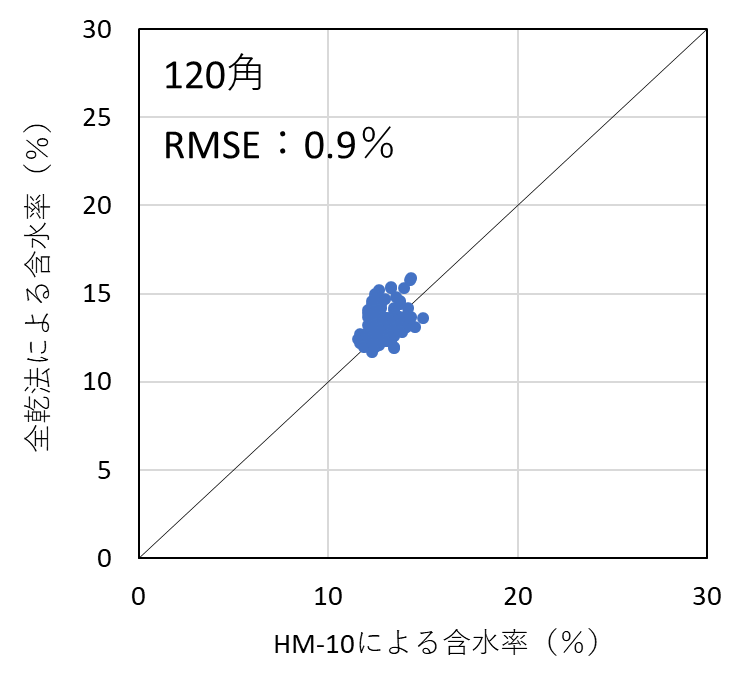 図4-19 120角アカエゾマツ検証用試験体の各切片に対する含水率計(HM-10)による測定値と全乾法による含水率の関係 |
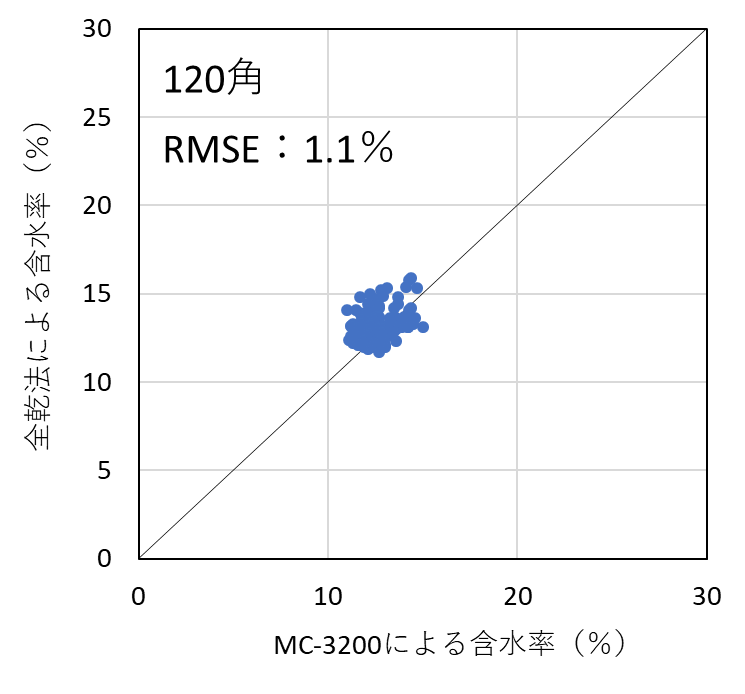 図4-20 120角アカエゾマツ検証用試験体の各切片に対する含水率計(MC-3200EX)による測定値と全乾法による含水率の関係 |
3. まとめ
事業の成果
スギ、ヒノキ、カラマツ、トドマツ、アカエゾマツの120mm角および150mm角(アカエゾマツは120mm角のみ)の正角乾燥材を対象に、マイクロ波透過型含水率計(HM-10、HM-100、MC-3200EX)を用いて検量線を作成し、得られた検量線を表3に整理した。表3 含水率計に入力した全乾密度の値と検量線の情報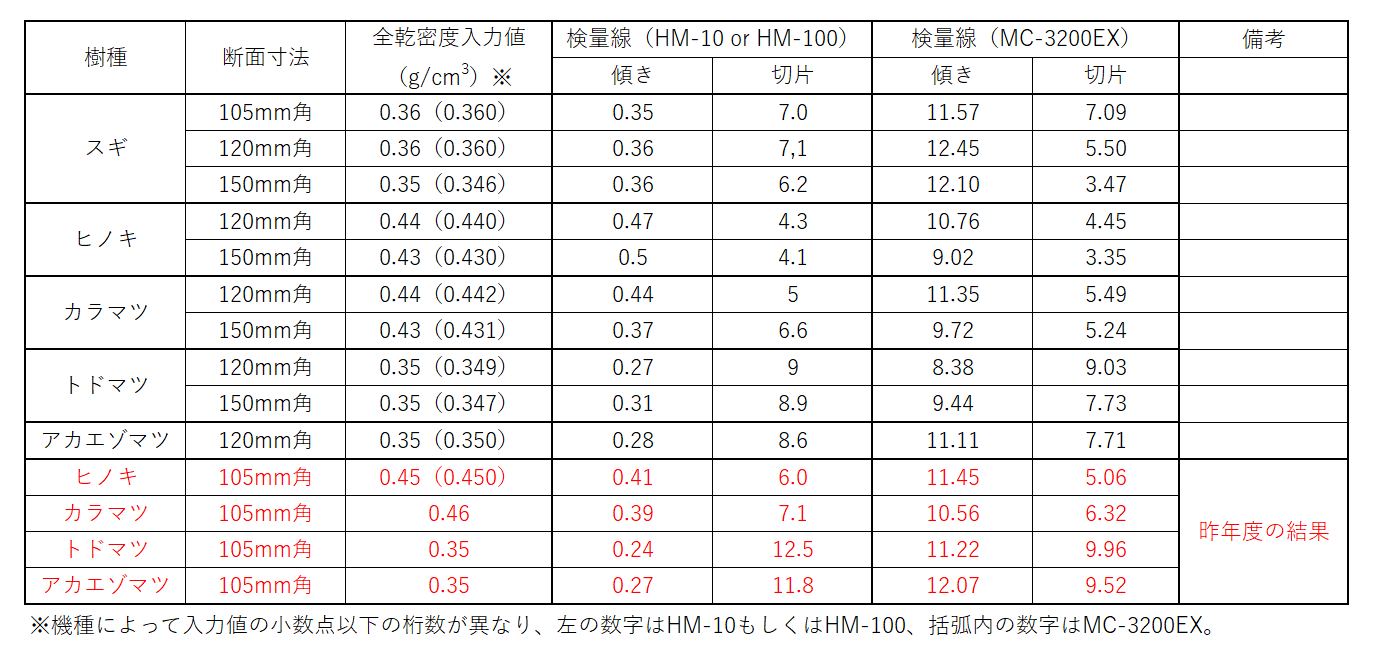 |
含水率計の測定精度を検証した結果、昨年度実施した105mm角の試験結果と同様、いずれの機種においても含水率を平均1%台の測定誤差(RMSE)で測定することができた。したがって、樹種および断面寸法ごとに適切に検量線を作成し、含水率の範囲を20%以下に限定して使用すれば、105mm~150mm角の正角乾燥材の含水率を高精度で測定可能であることが明らかとなった。
スギの105mm角の正角乾燥材を福島県、愛知県、宮崎県の製材工場から調達し、愛知県の材を用いて検量線を作成し、残り2地域の材を用いて測定精度を検証した。その結果、1機種は測定精度の低下がみられなかったのに対して、もう一方の機種では測定精度が平均で1%ほど低下した。したがって、1つの検量線を産地が大きく異なる材に対して流用する際には測定精度の低下が起こりえるが、大幅な低下にはつながらない可能性が示唆された。
今後の課題
携帯型のマイクロ波透過型含水率計は測定可能な材の厚さに制限がある。間柱や枠組壁工法構造用製材のような比較的薄い材や、尺角のような厚い材に対してどのくらいの精度で含水率を測定できるのか、今後検討する必要がある。また、含水率計には温度補正の機能が備わっているが、補正式の妥当性について明らかでない。季節によって材温は変化し、冬場は木材が凍結する地域もあることからも、材温がマイクロ波の減衰に及ぼす影響を定量的に把握することは重要である。更に、含水率計を運用する上で検量線の作成がネックになると考えられる。現場で検量線を作成する手間をどのくらい省略可能か、また、どのくらいの地域から集めた材に対して1つの検量線を適用可能か検討する必要がある。また、含水率計の校正方法や頻度について、検査機関、事業者、メーカーなどの関係者が協議し、適切なルールを策定することが課題である。
